
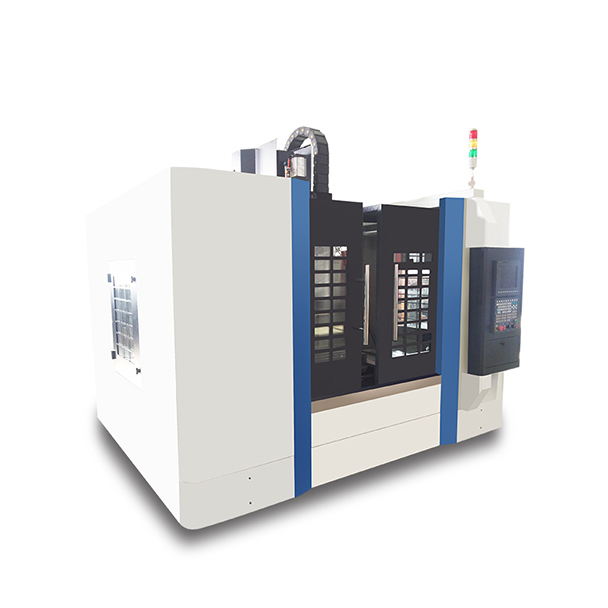


vmc1060 pabrik logam 3 sumbu nangtung cnc mesin panggilingan puseur
Kauntungannana
1. Pilihan CNC turntable bisa ngabentuk opat sumbu jeung lima sumbu koordinat processing beungkeut.
2. Pilihan alat panyabutan chip otomatis, kalawan struktur ranjang pikeun mastikeun kabersihan internal;cooling minyak spindle pilihan, jsb.
3. casting The ngalaman dua perlakuan sepuh pikeun ngaleungitkeun stress residual dina bahan.
4. X, Y, Z-arah Panungtun bisa milih beurat-tugas Panungtun bola linier Taiwan urang, nu boga ciri speed gancang, rigidity tinggi, jeung saterusna.

Spésifikasi
| Barang | VMC1060 | ||||
| Ukuran meja kerja (panjang × lebar) mm | 1300 × 600 | ||||
| slot T (mm) | 5-18×100 | ||||
| Max loading beurat dina worktable (KG) | 650 | ||||
| Perjalanan sumbu X (mm) | 1000 | ||||
| Y-Axis perjalanan (mm) | 600 | ||||
| Perjalanan Z-Axis (mm) | 600 | ||||
| Jarak antara irung spindle jeung méja (mm) | 100-700 | ||||
| Jarak antara puseur spindle jeung kolom (mm) | 667 | ||||
| Spindle taper | BT40/50 | ||||
| Max.speed spindle (rpm) | 8000/10000/12000 | ||||
| kakuatan motor spindle (kw) | 11/15 | ||||
| Laju dahar gancang: sumbu X, Y, Z (m / mnt) | 16/16/16 (24/24//24 jalur liner) | ||||
| Laju motong gancang (m / mnt) | 10 | ||||
| Akurasi posisi (mm) | ± 0,005 | ||||
| Ulang akurasi posisional (mm) | ± 0,003 | ||||
| Tipe pangubah Alat Otomatis | 16 parabot tipe sirah alat changer (opsional 24 panangan tipe alat otomatis changer) | ||||
| Max.panjangna alat (mm) | 300 | ||||
| Max.Diaméter alat | Φ80 (alat padeukeut)/φ150 (alat padeukeut sanes) | ||||
| Max.beurat alat (KG) | 8 | ||||
| Waktu ngarobah alat (alat-ka-alat) detik | 7 | ||||
| Tekanan hawa (Mpa) | 0.6 | ||||
| Beurat mesin (KG) | 7500 | ||||
| Gemblengna ukuran (mm) | 3340*2800*2700 | ||||
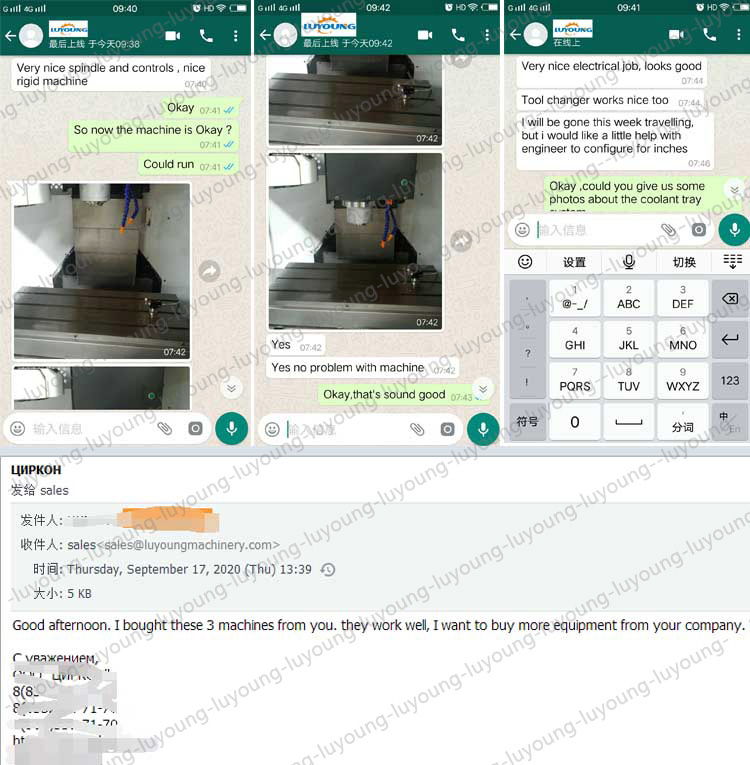
Naha milih kami
Kami nampi seueur eupan balik anu saé ti para nasabah, contona:
Pisan nice spindle jeung kontrol, nice mesin kaku.Karya listrik anu saé pisan, katingali saé.
Alat changer ogé dianggo saé.
Kuring meuli 3 mesin ti anjeun.Éta tiasa dianggo saé, kuring badé mésér langkung seueur alat ti perusahaan anjeun.
nguji mesin
1. The deteksi akurasi positioning gerak linier kudu dilaksanakeun dina kaayaan no-beban, sarta pangukuran laser wajib lumaku.
2. Deteksi akurasi positioning repetitive gerak linier, alat nu dipaké pikeun deteksi sarua jeung nu dipaké pikeun ngadeteksi akurasi positioning.
3. Deteksi akurasi balik asal gerak linier.
4. Deteksi kasalahan sabalikna tina gerak linier diukur sababaraha kali (umumna 7 kali) dina tilu posisi deukeut titik tengah jeung duanana tungtung stroke, sarta nilai rata-rata unggal posisi diitung, sarta nilai maksimum nilai rata diala nyaeta nilai Kasalahan tibalik.

Kategori produk
-

BC6085 harga pabrik alat mesin shaping kalawan ...
-

TCK25 leutik otomatis kualitas luhur tipe geng sl ...
-

C6140 / C6240 gap ranjang logam mesin lathe puseur
-

VMC650 speed High 3 sumbu nangtung logam cnc mil ...
-

H50 logam péngkolan cnc combo lathe panggilingan machi ...
-

BC6050 kualitas luhur logam mesin shaping





